DIN 1.3343 High Speed Steel | HS6-5-2 | M2
DIN 1.3343/HS6-5-2 high speed steel manufacturers and suppliers, supplied in round bar,square bar,flat bar,plate,sheet and wire.
DIN 1.3343/HS6-5-2 is a tungsten-molybdenum high speed steel with a well balanced composition suitable for a wide variety of applications. It can withstand higher temperatures without losing its temper and also display high hardness, toughness and abrasion resistance.
Typical applications for DIN 1.3343/HS6-5-2 are twist drills, reamers, broaching tools, taps, milling tools, metal saws.

Chemical Composition For DIN 1.3343 HSS
| C | Cr | Mo | V | W | |
| Min | 0.86 | 3.8 | 4.7 | 1.7 | 6.0 |
| Max | 0.94 | 4.5 | 5.2 | 2.0 | 6.7 |
Equivalent International Grades
China | GB:W6Mo5Cr4V2
USA | ASTM : M2
JAPAN | JIS:SKH9/SKH51
Critical Temperature for Heat Treatment of DIN 1.3343 HSS
- Ac1:835°C
- Ac3:885°C
- Ar1:770°C
- Ms:220°C
DIN 1.3343 HSS Forging
The control of the forging temperature is essential to DIN 1.3343 HSS.Due to the poor thermal conductivity of DIN 1.3343 in the low temperature region, it should be heated slowly below 800°C.When heated in a high temperature area, the material tends to decarburize, so it should not be too long.
For DIN 1.3343 steel, the initial forging temperature is preferably 1040-1150°C, and the final forging temperature is 900-950°C.In order to break the coarse eutectic carbide, it is necessary to repeatedly forge DIN 1.3343 steel to increase its deformation. However, care should be taken to prevent forging cracks.
Annealing immediately after forging is necessary for DIN 1.3343 steel.
Heat Treatment For DIN 1.3343 HSS
- Annealing
DIN 1.3343/HS6-5-2 HSS must be annealed after hot working to eliminate internal stress and improve turning performance.
The annealing temperature of 1.3343 steel is controlled at 840-860°C.Heat the temperature to 840-860°C at a rate of no more than 220°C per hour.The holding time of the material depends on the thickness of the material,usually one hour per inch of thickness(at least two hours).
According to the cooling method, it is divided into softening annealing and isothermal annealing.
For Softenig annealing,it should be cooled to 500-600°C at 20-30°C/h and then furnace cooled.Hardness below 285HBW.
For isothermal annealing,it should be cooled to 740-760°C first, then kept for 2-4h, and then cooled to 500-600°C for slow cooling.Hardness below 255HBW.
- Hardening & Tempering For DIN 1.3343 HSS
1.Preheat DIN 1.3343/HS6-5-2 HSS with two steps,first at 450-500°C .then up to 850°C with a rate of no more than 24mm/s.
2.Heat to the final hardening temperature of 1200-1240°C with a rate of no more than 12-15mm/s,and make sure the material must be heated through.
3.Quench in warm oil or brine,and then complete the quench in air.(care must be taken at this step)
4.DIN 1.3343/HS6-5-2 high speed steel is suitable for vacuum hardening.
5.Tempering must be done immediately after quenching.
6.Heat thoroughly and uniformly to the tempering temperature at 560°C
7.Hold at the temperature for at least two hours (one hour per inch of the total thickness).
8.Double tempering is required.
9.Hardness 62-64HRC.
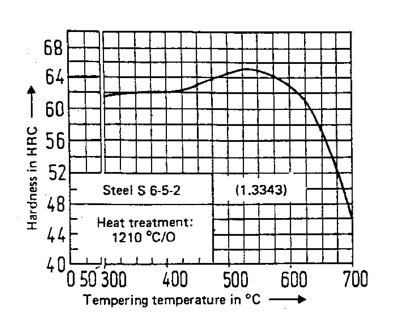
DIN 1.3343 HSS Tempering Vs Hardness
Heat Treatment:1210°C,Oil quenching.
Supply Size & Condition For DIN 1.3343 HSS
| Round bar | ||||
| Diameter | 1-16mm | 10-50mm | 50-180mm | 180-300mm |
| Process | Cold Drawn | Hot Rolled | Hot Forged | Free Forging |
| Flat bar | ||||
| Thickness | 1-2.5mm | 1.5-20mm | 20-300mm | |
| Width | Max 800mm | Max 800mm | Max 800mm | |
| Process | Cold Drawn | Hot Rolled | Hot Forged | |
| Shape:Round / Square / Flat Bars, Sheet, Plate,Wire. Surface Condition:Black/Turning/grinding |
||||
Quality Certification
DIN 1.3343/HS6-5-2 high speed steel is supplied in accordance with our ISO 9001:2008 registration.
A material test report(Inspection Certificate EN 10204 3.1) will be provided, documenting the following:
1.Chemical analysis
2.Surface hardness
3.Non Metallic Inclusion
4.Macroscopic Structure
5.Decarburization
6.Eutectic carbides distribution
7.Ultrasonic test report
8.Surface quality