DIN 1.3247 High Speed Steel|HS2-9-1-8 | SKH59
DIN 1.3247/ HS2-9-1-8 high speed tool steel manufacturers and suppliers,supplied in round rods,square bars,flat bars,plates,sheets and blocks.
DIN 1.3247/HS2-9-1-8 is a cobalt high speed steel which has excellent cutting performance, good toughness and superior wear resistance after heat treatment . It will achieve a high heat treated hardness of 68 to 70 Rockwell C.
DIN1.3247/HS2-9-1-8 high speed steel is suitable for cutting tools including twist drills, taps, broaches tools, milling cutters, reamers, end mills, bandsaws and cold work tools.

Chemical Composition For DIN 1.3247 HSS
| C | Si | Cr | Mo | V | W | Co | |
| Min | 1.05 | 0 | 3.5 | 9.0 | 0.9 | 1.2 | 7.5 |
| Max | 1.15 | 0.7 | 4.5 | 10.0 | 1.3 | 1.9 | 8.5 |
Equivalent International Grades
China | GB:W2Mo9Cr4VCo8
USA | ASTM : M42
JAPAN | JIS:SKH59
Heat Treatment For DIN 1.3247 HSS
- Annealing
DIN 1.3247 HSS is supplied in the annealed condition.While annealing is usually performed after hot working,such as hot forging, hot rolling.
The annealing temperature of DIN 1.3247 is generally between 860-880°C.Heat the temperature to 860-880°C at a rate of no more than 220°C per hour.Hold at the temperature for one hour per inch of thickness(at least two hours).
According to the cooling method, it is divided into softening annealing and isothermal annealing.
For isothermal annealing,it should be cooled to 740-760°C first, then kept for 2-4h, and then cooled to 500-600°C for slow cooling.Hardness below 269HBW.
For Softenig annealing,it should be cooled to 500-600°C at 20-30°C/h and then furnace cooled.Hardness below 285HBW.
- Hardening & Tempering For 1.3247 HSS
1.Hardening in a vacuum or atmosphere furnace, or in a properly rectified salt bath is recommended.
2.Pre heat thoroughly to 820-870°C, transfer to the high temperature salt bath or furnace.
3.Heat to the final hardening temperature of 1160-1180°C in salt, or 1180-1190°C in atmosphere or vacuum furnaces,quench without further soaking into salt at 540-595°C or warm oil,then complete the quench in air.
4.Tempering must be done immediately after quenching.
5.Heat thoroughly and uniformly to the tempering temperature of 550-570°C.
6.Hold at the temperature for at least two hours (one hour per inch of the total thickness).
7.Tempering with four times are strongly recommended for1 DIN 1.3247/HS2-9-1-8 high speed steel.
8.Hardness above 66HRC.
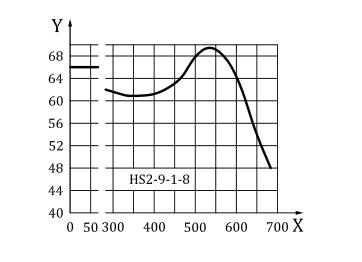
DIN 1.3247 HSS Tempering Vs Hardness
Heat Treatment:1190°C,Oil quenching
X:Tempering temperature,°C
Y:Hardness,HRC
Supply Size & Condition For DIN 1.3247 HSS
| Round bar | ||||
| Diameter | 1-16mm | 10-50mm | 50-180mm | 180-300mm |
| Process | Cold Drawn | Hot Rolled | Hot Forged | Free Forging |
| Flat bar | ||||
| Thickness | 1-2.5mm | 1.5-20mm | 20-300mm | |
| Width | Max 800mm | Max 800mm | Max 800mm | |
| Process | Cold Drawn | Hot Rolled | Hot Forged | |
| Shape:Round / Square / Flat Bars, Sheet, Plate,Wire. Surface Condition:Black/Turning/grinding |
||||
Quality Certification
DIN 1.3247/HS2-9-1-8 high speed steel is supplied in accordance with our ISO 9001:2008 registration.
A material test report(Inspection Certificate EN 10204 3.1) will be provided, documenting the following:
1.Chemical analysis
2.Surface hardness
3.Non Metallic Inclusion
4.Macroscopic Structure
5.Decarburization
6.Eutectic carbides distribution
7.Ultrasonic test report
8.Surface quality