LATEST PRODUCTS
 4140 Round Bar Full Size Stock-ASTM A29December 15, 2022 - 5:34 am
4140 Round Bar Full Size Stock-ASTM A29December 15, 2022 - 5:34 am 16MnCr5/20MnCr5 Case Hardening SteelSeptember 30, 2020 - 5:45 am
16MnCr5/20MnCr5 Case Hardening SteelSeptember 30, 2020 - 5:45 am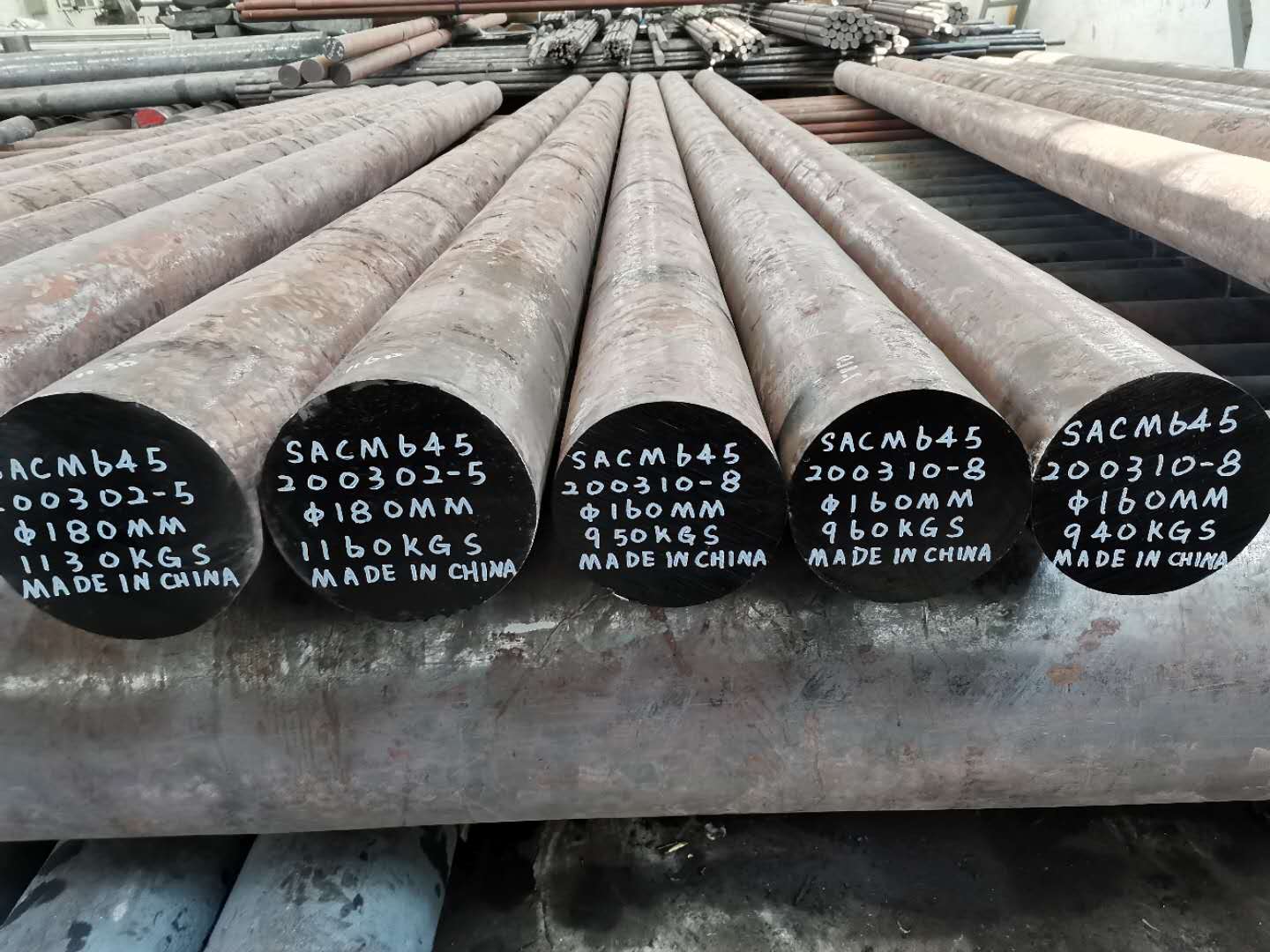 SACM645-JIS Nitriding Steel | 41CrAlMo7 | EN41BSeptember 18, 2020 - 12:53 am
SACM645-JIS Nitriding Steel | 41CrAlMo7 | EN41BSeptember 18, 2020 - 12:53 am
LATEST UPDATE
 S355J2G3 Mechanical PropertyJune 1, 2019 - 7:55 am
S355J2G3 Mechanical PropertyJune 1, 2019 - 7:55 am Material ApplicationMay 27, 2019 - 5:42 am
Material ApplicationMay 27, 2019 - 5:42 am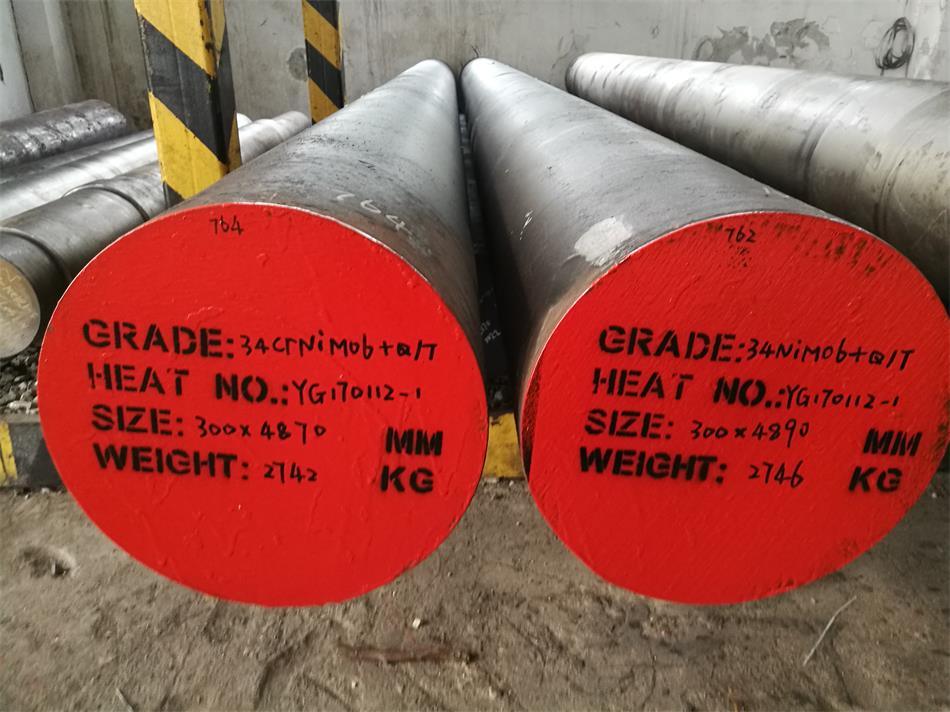 34CrNiMo6 Mechanical PropertyMay 25, 2019 - 7:15 am
34CrNiMo6 Mechanical PropertyMay 25, 2019 - 7:15 am